Exploatarea frezelor pentru metal in operatiunea de frezare in adancime presupune parcurgerea anumitor etape, inclusiv reglarea corecta a echipamentului.
Frezele pentru metal sunt utilaje utilizate in productie si pentru prelucrarea metalului. Frezele pentru metal sunt folosite in diferite industrii printre care: automotiva, prelucratoare, constructii, aeronautica etc.

Operatiunea de frezare in adancime consta in aschierea metalelor in adancime pana la lungimea si diametrul dorit, aceasta fiind realizata cu masini de frezat metal cu precizie ridicata.
Frezarea in adancime este realizata cu precizie cu ajutorul capului frezor si a mesei de frezare care permite deplasarea piesei de prelucrat si care simplifica operatiunea de frezare in adancime cu frezele pentru metal.
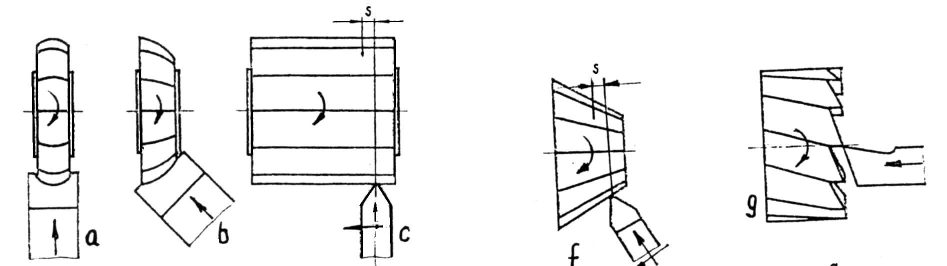
Frezarea in diferite unghiuri este dependenta de accesoriile cu care este dotata freza pentru metal.
In ceea ce privesc frezele pentru metal de mici diminsiuni, operatorul poate devia unghiul de prelucrare in timpul prelucrarii, cand utilajul este in functiune, in timp ce, in ceea ce privesc frezele pentru metal industriale, acestea trebuie sa fie scoase din functiune pentru a regla unghiul de prelucrare.
Atunci cand freza pentru prelucrat metalul este dotata cu un cap frezor universal, unghiurile de prelucrare pot fi reglate imediat, datorita capacitatii de inclinare a capului de frezare pana la 180 grade.
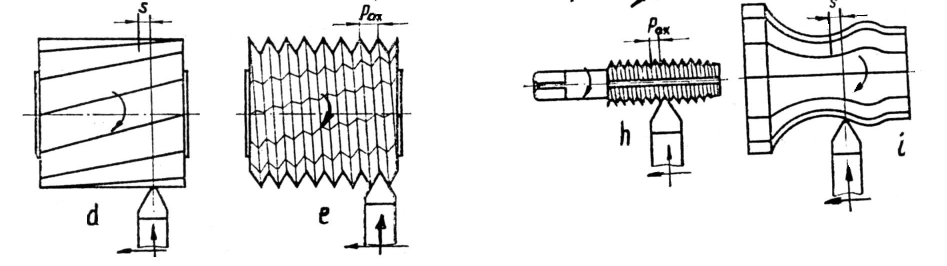
In cazul frezelor pentru metal, adancimea de frezare este stabilita cu ajutorul verificarii vitezei de avans.
Aceasta trebuie sa nu depaseasca adancimea dintelui taietor si este reglata, in general, cu ajutorului diametrului frezei, ideale pentru frezarea in adancime fiind frezele cu cutite laterale.
In exploatarea frezelor pentru metal si pentru a obtine rezultate optime, directia de avans in prelucrarea pieselor metalice este aleasa de catre profesionisti cu experienta.
Directia de avans a piesei de prelucrat si dimensiunile acesteia trebuie reglate in functie de capacitatea de prelucrare a echipamentului utilizat.
Viteza de avans si adancimea sunt caracteristici care trebuie sa fie compatibile cu grosimea piesei de prelucrat.
Pentru o frezare optima este necesar ca grosimea acesteia sa fie adaptata la grosimea piesei de prelucrat.
Selectarea axei de avans corespunzatoare este primordiala pentru o prelucrare corecta cu ajutorul frezelor pentru metal. Reglarea unei distante rezonabile intre unealta aschietoare, piesa de prelucrat si batiul masinii este una din principalele activitati in configurarea corecta a unei freze pentru metal.
In concluzie, la prelucrarea metalelor cu ajutorul unor freze pentru metal, este primordiala asigurarea dimensiunilor potrivite pentru asigurarea unui raport puternic a elementelor componente.