Masina de frezat plan face parte din categoria masinilor-unelte utilizate in prelucrarea pieselor prin aschiere, utilizand capuri de prelucrare cu mai multe taisuri, care au denumirea de freze. Acestea indeparteaza surprusul de material de prelucrare care ia forma unor aschii discontinui de dimensiuni variabile. De obicei miscarea principala de rotatie este efectuata de capul de aschire iar miscarile secundare de avans sunt efectuate de catre piesa sau de catre capul de aschire simultan cu piesa.
La masina de frezat plan, prin reducerea numarului de componente ce alcatuiesc sistemul de prindere al piesei este obtinuta o rigiditate ridicata a masinii fata de masina de frezat cu consola. Multumita rigidizarii asamblului sunt reduse vibratiile si se pot folosi viteze mai mari de aschire ceea ce duce la viteze mai mari de aschiere obtinundu-se astfel o crestere a productivitatii dar si a calitatii pentru piesele prelucrate. De aceea aceste utilaje sunt utilizate in special in productia de serie la prelucrarea suprafetelor plane si profilate.
Clasificarea la masinile de frezat plan se face in functie de pozitia capului de frezat fiind ori orizontala, ori verticala sau in functie de numarul de miscari executate. Se pot intalni si variante care sunt dotate cu doua sau trei capete de frezat care se aseamana cu masinile de frezat longitudinal.

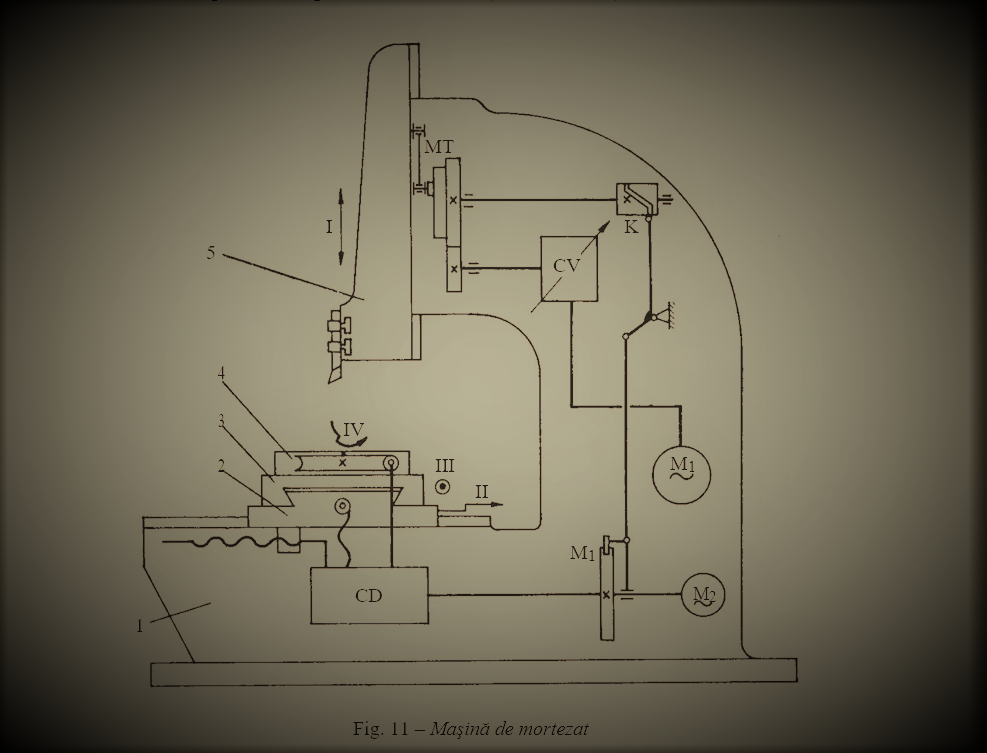
Mai sus este prezentata schema cinematica pentru o masina de frezat plan vertical, la care masa este deplasabila in doua directii perpendiculare, in plan orizontal (miscarile II si III). Miscarea principala I este cea de rotatie a capului de aschire, IV este miscarea de avans realizata de catre capul de frezat iar miscarea numarul V este cea de pozitionare a pinolei port-scula care determina adancimea de aschiere.
Masina de frezat plan este compusa din urmatoarele piese:
- Batiu;
- Montant;
- Capul de frezat;
- Arbore principal;
- Masa de lucru;
- Sania transversal.
Pentru ca miscarea de pozitionare sa fie realizata cu o viteza mai mare trebuie ca miscarea de rotatie furnizata de motorul M3 sa fie combinata cu ajutorul unui mecanism diferential DIF cu miscarea de rotatie produsa de catre motorul M2. Aceasta viteza este reglata prin cutia de avansuri CA.