In atelierele de prelucrare se utilizeaza exhaustoarele pentru rumegus, deoarece masinile care se folosesc in aceste ateliere sunt de dimensiuni mari cum ar fi circulare, masini de rindeluit si degrosat si este necesar ca dispozitivul de exhaustare sa aiba o hota de racord cu un diametru si debit mare.
Atunci cand sistemul de exhaustare va fi folosit in atelierele mici, puteti sa optati pentru un exhautor de dimensiuni reduse cu sac filtrant, avand un pret accesibil si o capacitate buna de aspirare (pana in 1000 m3/h). Acest tip de exhaustoare sunt compacte si ajuta la evacuarea rumegusului si a prafului din atelier. Aceste modele se monteaza usor, se pot fixa pe perete sau chiar pe tavan cu ajutorul unei console. In constructia lor sunt prevazute cu un maner ergonomic, care ajuta la mutarea in orice loc.
Exhaustorul central este al doilea model recomandat pentru ateliere mici, avand capacitatea de absorbtie de 1000 – 1200 m3/h. Mobilitatea acestor modele usureaza montarea lor la diferite masini-unelte.
Atunci cand doriti sa achizitionati un exhaustor pentru un atelier mediu, debitul de aspirare necesar este mare, exhaustorul trebuie sa detina un motor cu puterea de 1.5-3 CP. Capacitatea de absorbtie la aceste modele este mai mare 2200 m3/h. Exhaustoare pentru rumegus – sunt utilizate pentru atelierele profesionale au functionalitatea de a fi atasate la mai multe utilaje in acelasi timp. Puterea motorului la aceste modele este cuprinsa intre 4 – 5 CP, avand o capacitate de cel putin 4500 m3/h. Aceste exhaustoare sunt prevazute cu saci colectori de mari dimensiuni, care ajuta la micsorarea perioadei necesare evacuarii lor.
Dimensiunea atelierului si numarul de utilaje utilizate in atelier, sunt doi dintre parametrii de care trebuie sa se tina cont in alegerea unui exhaustor.
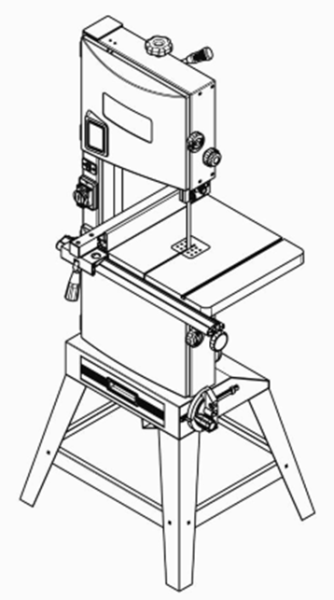
Ferastraiele cu panglica sunt utilizate in industria de prelucrare secundara a lemnului, pentru debitarea precisa, in linie dreapta, dar si pentru taierea obiectelor curbate sau cu forme neregulate.
Pentru ca procesul sa fie unul reusit, panza panglicii trebuie sa fie pozitionata si intinsa corect.
Panza panglica – pozitionarea
Ferastraul este echipat cu o panza panglica care are rolul de a taia prin rulajul pe doua volante. Obiectul de prelucrat este pozitionat pe o masa, echipata cu o fanta pe unde este trecuta panza si un loc decupat in sectorul central. In momentul in care panza panglica nu are rulajul prin partea centrala a fantei, deplasarea acesteia va fi corectata prin reglarea unghiului volantei superioare.
Reglarea se realizeaza slabindu-se dispozitivul de urmarire a traseului panzei si se va roti volanta fara sa se atinga panza. Reglarea volantei se face pana cand panza va rula corespunzator, prin partea centrala a fantei din masa. Apoi se stabilizeaza sistemul de urmarire a traseului panzei si se vor inchide usile. Intinderea panzei panglica
Pentru ca procesul de tensionare sa fie unul reusit, panza panglica a ferastraielor panglica trebuie sa fie tensionate corespunzator. Cu cat panza este mai intinsa, cu atat ea va fi mai rigida si va scadea tendinta ei de a schimba traseul de la taietura, dar atunci cand tensiunea este prea mare va duce la uzura sau chiar la fracturarea panzei.
Este necesara ca tensiunea sa fie maxima, atunci cand panza panglica se utilizeaza la taierea unor obiecte din lemn de esenta tare. Atunci cand se doreste schimbarea tensiunii panzei se va ridica pana la treapta superioara a panzei ghidajul, printr-un sistem de tensionare. Ferastraul cu panglica este dotat cu un sistem de afisare a tensiunii panzei, care are rolul de a afisa corect reglarile raportate la latimea panzei.
La finalizarea procesului de tensionare a panzei panglica, se va regla ghidajul superior al panzei si va putea fi utilizat utilajul.
se fac masuratori privind buna operare la rindeluire
se fac masuratori privind buna operare la degrosare
NF S31-084 – procedeele de evaluare a nivelului de zgomot au ca obiectiv masurarea gradului de espunere a operatorilor care utilizeaza masinile de rindeluire si degrosare de tip abric.
NF S31 – 069 – modalitatea pentru a testa zgomotul produs de masinile pentru rindeluire si degrosare.
Evaluarea gradului de zgomot a masinilor de rindeluire si degrosare de tip abric, depinde de anumite notiuni:
Gradul de zgomot continuu echivalent (LAeq) in dB (A) – cea mai uzuala masura – defineste receptorul, atribuie valoarea receptionata ca o functie a spatiului, distanta de la origine si o modalitate de evaluare pentru o expunere de 8 ore/zi.
capacitatea de propagare a sunetului LWA in dB (A) – defineste locul de origine a sunetului, dand o valoare imanenta care caracterizeaza zgomotul emis separat de mediul inconjurator.
Trebuie evaluate urmatoarele notiuni pentru statiile de lucru:
Nivelul echivalent al sunetului continuu care se bazeaza pe modalitatile de evaluare standard;
Capacitatea acustica a sunetului;
Utilizarea in gol si cu lipsa unui mecanism de exhaustare;
Functionarea cu un exhaustor, omitand zgomotul emis de mecanismul de exhaustare
Standardele de mediu, spatiul de depozitare a masinilor de rindeluire si degrosare, dar si dotarea cu un exhaustor pot sa influenteze gradul de zgomot.