Masina de rectificat plan este utilizată pentru acțiunea de rectificare a suprafețelor plane ale pieselor ce au fost supuse unui process de degroșare prin rabotare, frezare sau pentru o rectificare direct, fără existența unei degroșări prealabile. Rectificarea plană este realizabilă prin urmarea a două tipuri de așchiere: cu suprafața periferică a discului (fig 1,A) sau cu suprafaţa frontală a acestuia (fig. 1,B, C); pentru rectificarea plană frontală sunt utilizate corpurile abrazive de tip oală, care pot fi alcatuite dintr-o singură bucată (fig 1,B) sau din mai multe bucăți suprapuse (fig 1,C).
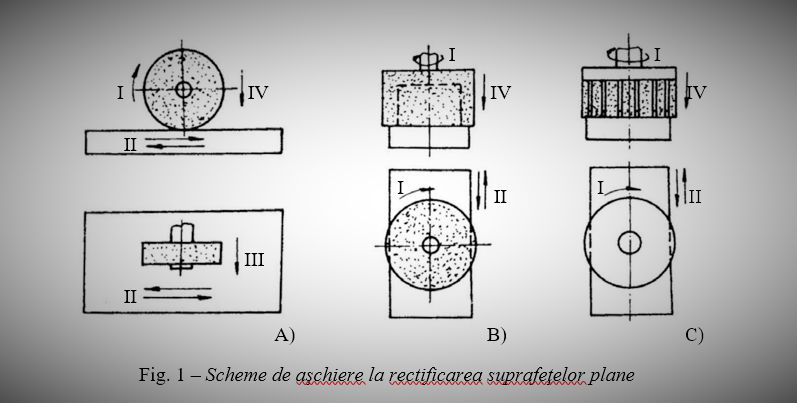
În imaginea de mai sus sunt notate mișcările din operațiunea de așchiere după cum urmează: I – mişcare principală; II – mişcare de avans longitudinal; III – mişcare de avans transversal; IV – mişcare de avans de pătrundere (verticală). În cazul în care rectificarea este realizată cu partea frontal a discului abraziv, iar în cazul în care diametrul acestuia depășește lățimea suprafeței în lucru, mișcarea III devine irelevantă.
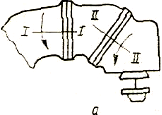
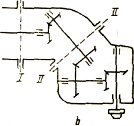
În cadrul fig. 2 este reprezentat modul în care o mașină de rectificat plană acționează cu suprafața periferică a unui disc abraziv.
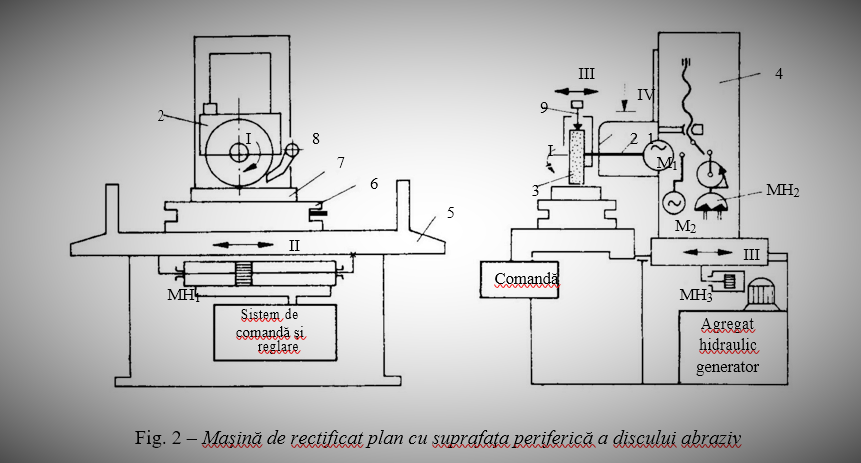
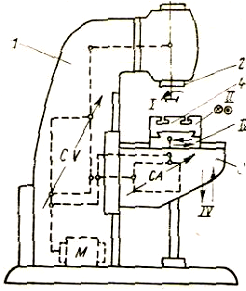
În figura de mai sus este prezentată o masina de rectificat plan ce foloșește partea perifică a discului abraziv. Astfel în cadrul unei asemenea masini-unelte întâlnim: 1 – transmisie mecanică; 2 – păpuşă port-sculă; 3 – disc abraziv; 4 – montant; 5 – masă; 6 – dispozitiv electromagnetic de fixare a piesei pe masă; 7 – piesa prelucrată; 8 – dispozitiv de răcire; 9 – dispozitiv pentru corecţia formei discului abraziv.
Principala mișcare I este obținută prin utilizarea motorului electric M1. Astfel avansul vertical IV este realizat hidro-mecanic în urma utilizării unui motor hidraulic oscilant, MH2 și prin utilizarea unui mecanism de transformare al mișcării de model șurub-piuliță. Prin cuplarea motorului electric ME2 este realizată acțiunie de deplasare pe vertical a componentei 2.